![]()
| |
|
| | |
| |
|
|
|
|
| |
|
|
|
|
| |
|
|
|
|
| |
| |
|
Text
& Abbildungen © 2002 Mark Taylor und David Hill
Übersetzung
© 2009 Frank Wiesenberg
Quelle: http://www.romanglassmakers.co.uk/nl2text.htm
Mosaikgefäße und monochrome, nicht geblasene, offene Glasgefäße müssen zumindest einseitig, die meisten Expemplare der Antike mußten gar innenseitig und außenseitig sowie an ihrem Fuß (falls vorhanden), geschliffen und poliert weren. Rippenschalen sind innen vollflächig und außen oft oberhalb der Rippen so bearbeitet worden. Der erfahrene "kalte" Glasarbeiter hat ein attraktives Gefäß aus einem unfertigen Rohling zu fertigen als Ziel, und es gibt diverse Gründe, weshalb ein solches Gefäß geschliffen und poliert werden sollte: |
|
|
- Um einen gleichmäßigen Rand zu schaffen. Dies trifft auch (aber weniger stark) auf hellenistische Gefäße mit Netzstäben als Randeinfassung zu. - Um Werkzeugspuren zu eliminieren, insbesondere auf dem Außenrand von Rippenschalen. - Um Reste von Ton oder anderen Trennmitteln von der Innenseite und, im Falle von Gefäßen mit integriertem Fuß, von der Außenseite zu entfernen. - Um durch ungleiche Dicke der ursprünglichen flachen Glasscheibe (1) verursachte Wellen (2) auf der Gefäßaußenseite zu ebnen. - Um durch unterschiedlich verschmolzene Glassorten unterschiedlicher Viskosität innerhalb eines Musters verursachte Mulden oder Grate auf der Gefäßaußenseite zu entfernen. - Um metallische Verunreinigungen auf der Oberfläche wie bei Blei- und Kupfer-opakrotem Glas durch Oxidation entstehendes Kupferoxid (CuO) zu entfernen. |
 Abb.2 - Innere Gefäßoberfläche vor dem Schleifen |  Abb.3 - Innere Gefäßoberfläche nach dem Schleifen |
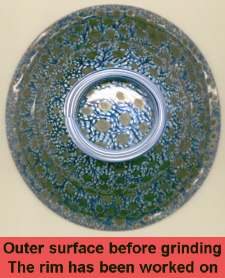
|  Abb.5 - Äußere Gefäßoberfläche nach dem Schleifen |
| - Um den Fußring (falls vorhanden) zu verputzen, besonders beim Ansatz eines Standringes, und ihn zu formen. - Um scharf abgegrenzte Formänderungen der Gefäßwandung zu betonen. - Um Dekorationen wie erhabene zentrale Rondelle oder umlaufende eingeschnittene Ringe anzubringen.
Wie wird das erreicht? Dies ist ein Bereich, in dem eine Art Töpferscheibe möglicherweise zur Verwendung kam, obwohl größere Drehzahlen als die üblicher Töpferscheiben sinnvoll wären. Die einfachste Art, das Problem des Schleifens und Polierens eines offenen Gefäßes zu lösen ist, es horizontal und zentral ausgerichtet auf eine Drehscheibe zu stellen, Wasser auf es herabfließen zu lassen, für eine bequeme Armauflage zu sorgen und während der Rotation des Gefäßes ein Schleifmedium per Hand anzuwenden. Für alle Schleif- und Polieraufgaben dient Wasser als Kühlmittel und als Transportmedium um Glasstaub vom Arbeitsbereich wegzuschaffen. Vor der Hauptschleifoperation muß der Rand (falls kein Netzstab um den Rand liegt) gesäubert werden. Bei Rippenschalen können die oberen Abschlüsse der Rippen und der Bereich zwischen ihnen und dem Schalenrand auch geschliffen werden. Hierfür kann ein traditioneller, vertikal montierter Schleifstein genutzt werden, so daß die zu schleifenden Bereiche dem rotierenden Schleifrad ausgesetzt sind. (So kann eine Rippenschale für die weiteren unten beschriebenen Schleif- und Polierdurchgänge vorbereitet werden, oder die äußere Oberfläche wird so bis zur Endbearbeitung belassen.) |
|
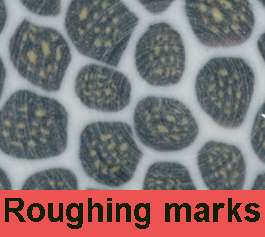
| Um das Gefäß auf der Drehscheibe zu befestigen benutzen wir einen passend abgeschnittenen Plastikeimer, der auf einem runden Brett fixiert wird. Das Gefäß wird in Ton eingebettet und durch den Saugeffekt des Tons an seinem Ort gehalten. Hier ist es besonders wichtig, das Gefäß genau zu zentrieren. Der Ton trocknet bis zum lederharten Zustand, dann widersteht er auch dem beim Schleifen und Schneiden erforderlichen Druck. Nach abgeschlossener Arbeit wird das gefäß vorsichtig aus dem Ton gelöst, und der Ton kann wiederverwendet werden. Dies ist eine einfache Art, das Glas zu fixieren, und könnte leicht auch damals für die Originalgefäße benutzt worden sein. Die den antiken Handwerkern zur Verfügung stehenden Schleifmaterialien waren Karborund, Sandstein und Bims. Die Schleifgeschwindigkeiten hängen vom verwendeten Schleifmaterial und von dem Gefäßdurchmesser ab. Grundsätzlich sollten zum anfänglichen rauhen Schleifen mit grobkörnigem Sandstein langsamere Geschwindigkeiten gewählt werden. Hier wird das Gefäß durch schnelles Entfernen unerwünschen Glases grob vorgeformt. Zum Glätten und Polieren werden dann feinkörnigere Sandsteine bei höherer Geschwindigkeit verwendet. Grobkörniges Karborund und grobe Sandsteine können zum Vorschleifen, feinkörniger Sandsteine und Bimsstein zum Polieren verwendet werden. Die Qualität der Oberfläche hängt davon ab, wie intensiv jeder Schritt des Schleif- und Polierprozesses ausgeführt wird. Bis die tieferen Kratzer der jeweils letzten Phase vollständig entfernt sind, können sie als weiße, konzentrische Kratzer auf der Oberfläche wahrgenommen werden. Dies ist natürlich ein sehr zeitaufwendiger Prozeß. Mit modernem Maschinenpark und modernen Industrie- (Diamanten-) Schleifmedien nimmt das Schleifen und Polieren einer Gefäßinnenseite etwa dreißig Minuten in Anspruch, während Gefäßaußenseite inclusive Fußring und scharf abgegrenzten Profiländerungen der Außenseite (wie bei einer Platte mit Standring) bis zu einer Stunde benötigen. Die von uns in einem jeweils pro Seite siebenstufigen Schleif- und Polierprozeß verwendeten Materialien sind Siliziumkarbid-Steine, diamantierte Schleifpads, Bimsstein und feines Siliziumkarbid-Schleifpapier. Wir schaffen eine Oberfläche, die von höherer Güte ist als die vieler Originalgefäße (obwohl erwähnt werden muß, daß einige Rippenschalen, die wir gesehen haben, eine sehr hohe Oberflächengüte aufweisen). Die Experimente, die wir mit traditionellen Schleifsteinen (Siliziumkarbit, Sandstein und Bimsstein) durchgeführt haben, zeigen, daß wir zum Erreichen unserer normalen Oberflächengüte etwa eineinhalb mal so lange brauchen. Diese Arbeit braucht Geduld, eine ruhige Hand und viel Übung. Ungefähr die Hälfte der Herstellungszeit eines solchen Gefäßes braucht die hier beschriebene "kalte" Bearbeitung. Den
Nachweis für Schleifen und Polieren mit einer Methode wie der unseren erbringen
feine konzentrische Spuren und Linien, die scharf abgegrenzt sind. Wären
diese Spuren von einer Form, wie von Anderen vorgeschlagen, erzeugt worden, so
würden wir auch eine glatte, fast feuerpolierte Gefäßoberfläche
erwarten, wie bei Preßglas-Gefäßen aus dem 19. und 20. Jahrhundert,
die unter Verwendung heißer Metallformen hergestellt wurden. Wir würden
auch keine tiefen Kratzspuren erwarten. Wenn, wie wir glauben, die antiken Glasmacher
als Formmaterial Keramik oder Sandkern-Materialien zum Absenken der Gefäße
benutzten, so mußten die Gefäße zum Entfernen restlichen Form-
und Trennmittelmaterials (falls letzters verwendet wurde), Ungleichmäßigkeiten
und Werkzeugspuren geschliffen und poliert werden. Die endgültige Oberfläche
wäre dann das Resultat dieser Bearbeitungsprozesse.
|
(1) Der Begriff "Glasscheibe" bezieht sich auf die rund arrangierte und zusammengeschmolzene Menge Mosaik-Rosetten vor dem Absenkprozeß.
(2) Die Wellen können durch das Dehnen der Glascheibe auf die gewünschte Größe oder durch die Verwendung ungleich starker Rosetten (Glasstab-Abschnitte) zum Formen der Glasscheibe verursacht werden.
Newsletter 1 - Allgemeine Einführung
(Januar 2002)Newsletter 2 - Schleifen & Polieren
(Februar 2002)Newsletter 3 - Siegelwachs-Rot
(April 2002)Newsletter 4 - Stangen, Stäbe und Rosetten, frühe römische Kaiserzeit
(Juli 2002)Newsletter 5 - Stangen, Stäbe und Rosetten, hellenistische Periode
(April 2003)Newsletter 6 - Schmelzen und Absenken
(Juli 2003)Newsletter 7 - Sandkerngefäße
(Januar 2005)
![]()
| Frank
Wiesenberg | Diese
Webseite ist Teil des Projekts
|